(岐阜県森林研究所) 田中 健斗
森林のたより 2025年12月号掲載
当所では、大径化するスギ丸太の利用拡大のため、1本の丸太から髄を含まない心去り平角を2本製材し、心持ち平角材と同等程度の期間で乾燥できるスケジュールの開発、強度性能の検証を行っています。
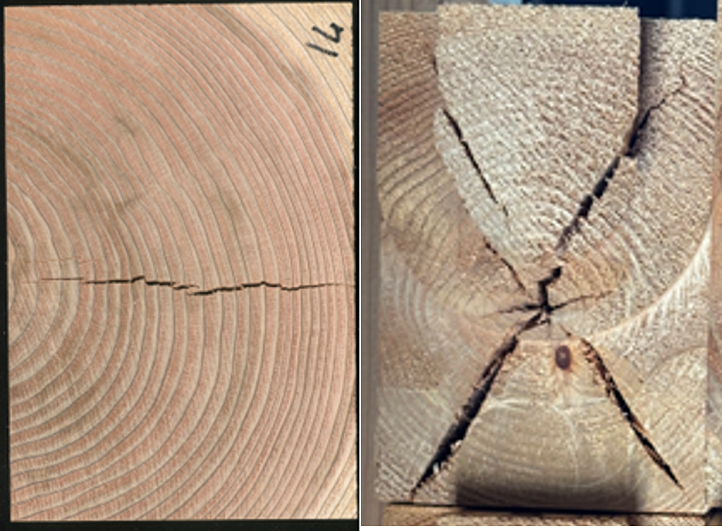
短期間での乾燥には高温による乾燥処理が必要ですが、高温乾燥の適用は材料内部の割れ(内部割れ、写真1)を引き起こし、強度性能低下の原因となります。
当所では以前、特殊な条件下での乾燥工程中に蒸煮処理(90℃前後の蒸気で乾燥庫内と材料を昇温する乾燥工程初期に行う工程)を行う(以下、「中間蒸煮処理」)ことで内部割れを抑制できることを明らかにしました。しかし、当所保有の乾燥機と同様の能力を有する乾燥機を保有していない県内事業者においても内部割れの少ない乾燥ができることが求められます。
そのため、県内事業者が実施できる乾燥スケジュールに中間蒸煮処理を組み込んだ際の内部割れ抑制効果について検討したので、その結果をご紹介します。
|
| 写真1 内部割れ発生の様子 |
| 左:心去り材 右:心持ち材 |
県内事業者が乾燥工程で採用しているスギ心持ち平角用の高温乾燥スケジュール(約10.5日間)の途中で中間蒸煮処理を組み込むことによるスギ心去り平角の内部割れ抑制効果を確認するため、中間蒸煮処理を乾燥期間の約半分のタイミングで再度12時間行いました。
スギ心去り平角の乾燥終了後、末口から約40㎝の位置から内部割れ測定用試験片を切り出し、スキャナで取り込んだ画像から内部割れの総長さを測定しました。
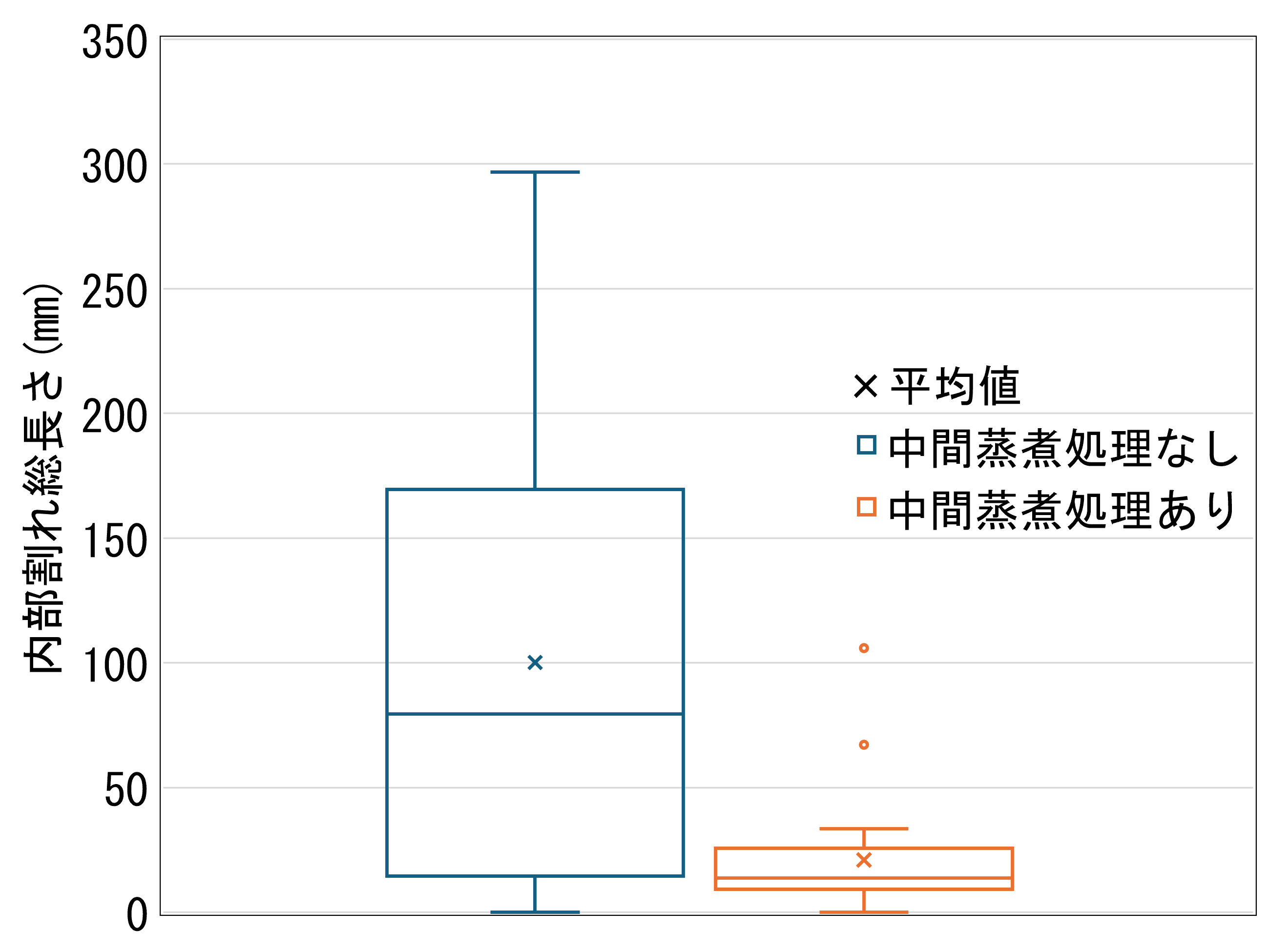
図1に中間蒸煮処理の有無による内部割れの発生量を示します。中間蒸煮処理により、内部割れ発生の平均値が小さくなり、発生量のばらつきも大幅に軽減される結果となりました。
試験体の曲げ強度試験(図2)の結果、中間蒸煮処理を行わなかったグループの試験体では壊れにくさの指標である曲げ強さが低いものがみられました。
さらに一部の材では建築基準法施行令に定めるスギ無等級材の基準強度を満たさないものもみられました。それらを確認すると内部割れを起点としたせん断破壊による強度低下が発生していました。
 |
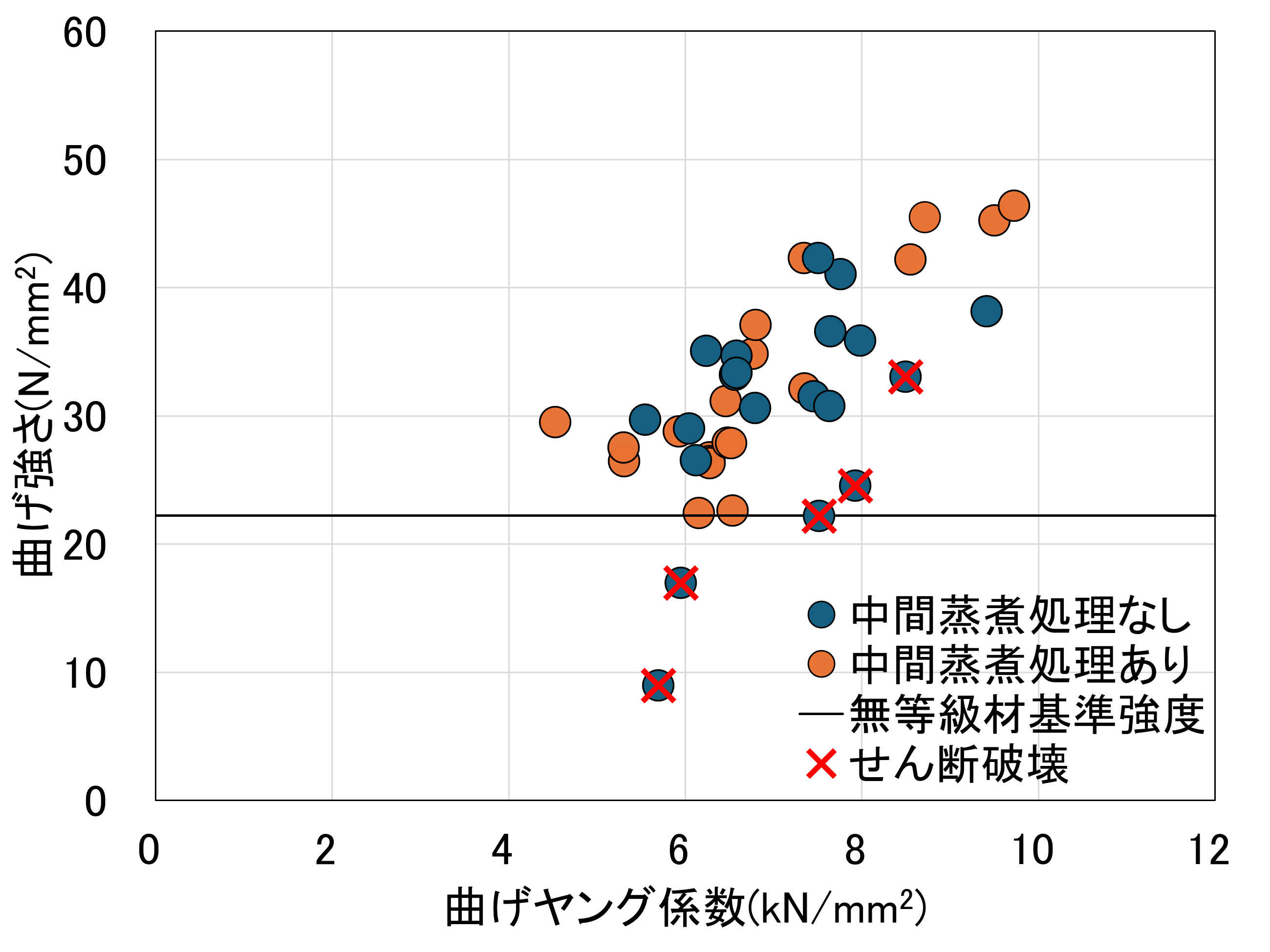 |
| 図1 内部割れ発生量と処理条件の関係 | 図2 曲げヤング係数と曲げ強さの関係 |
割れの発生を中間蒸煮処理により抑えられる可能性があることが示されました。今後は中間蒸煮処理の最適な処理時間、処理タイミングを検討し、現場の製造サイクルを妨げない適切な乾燥スケジュールを開発していきます。
また、中間蒸煮処理が心持ち平角の内部割れ抑制に効果があれば、より高品質で安心して使用できる材料の供給が進むと考えられるため、その検証も行っていく予定です。