(岐阜県森林研究所) 土肥 基生
昨年の森林のたより4月号(775号)では「心去り木取りした製材の反りを蒸煮乾燥処理で低減させる」と題して、人工乾燥の工程で蒸煮時間や積み方・荷重等を工夫することで、心去りスギ製材に発生した反りを、1/3から1/4に低減させる方法について報告しました。試験当初は、人工乾燥の工程のなかで最初に行う蒸煮(乾燥機に生蒸気を噴霧する工程)の処理時間が長いほど効果が高くなることを想定していましたが、結果的には比較した時間の中では最も短い8時間で効果が得られることが判りました。
今年度は、この方法を更に効率的なものとするため、蒸煮以外での人工乾燥工程全般での矢高の変化を調べるとともに、得られた結果から、蒸煮工程を簡略化した場合の効果を測定しました。
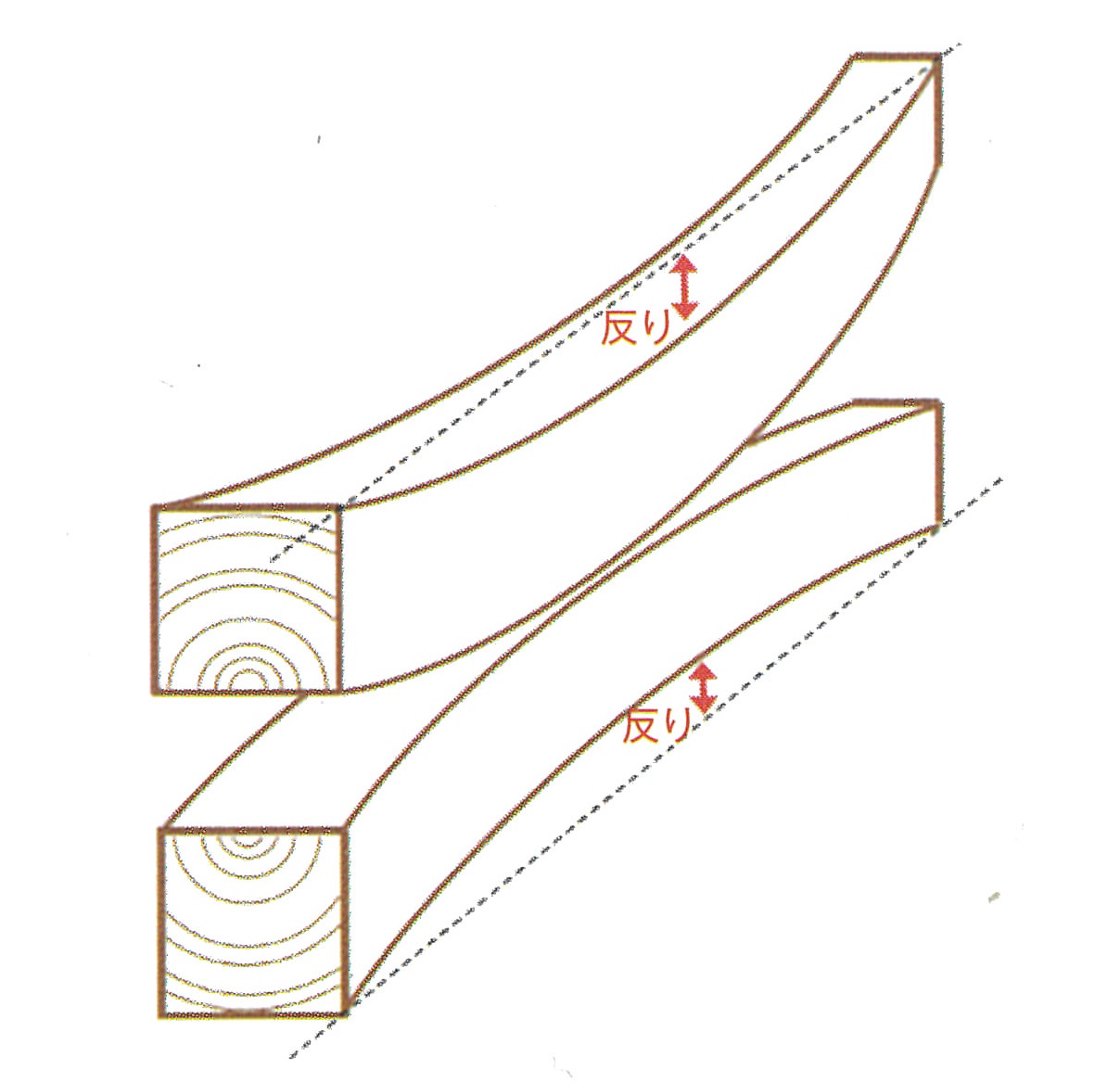
※矢高とは、製材の反りが出た面に水糸を張ったときの水糸と材面との最も離れた距離のこと(図1)。
|
| 図1 心去り材で発生する反り(矢高) |
人工乾燥(高温乾燥)は、大きく分けて「蒸煮処理」「高温セット処理」「乾燥処理」の3つの工程から成り、併せて約1週間の期間をかけて木材を乾かします。今回の試験では、県産スギ心去り材(101㎜正角×4m)30本を用いて人工乾燥を行ない、乾燥の工程毎に釜から10本づつ取り出し、矢高の変化を測定しました。
図2に結果を示します。矢高は製材直後の生材の段階で22mm程度だったものが、蒸煮後、高温セット後、乾燥後の各段階でそれぞれ13mm、9mm、5mmとなり、蒸煮工程以外の高温セット処理や乾燥処理の各段階でも矢高が徐々に減少することが判りました。
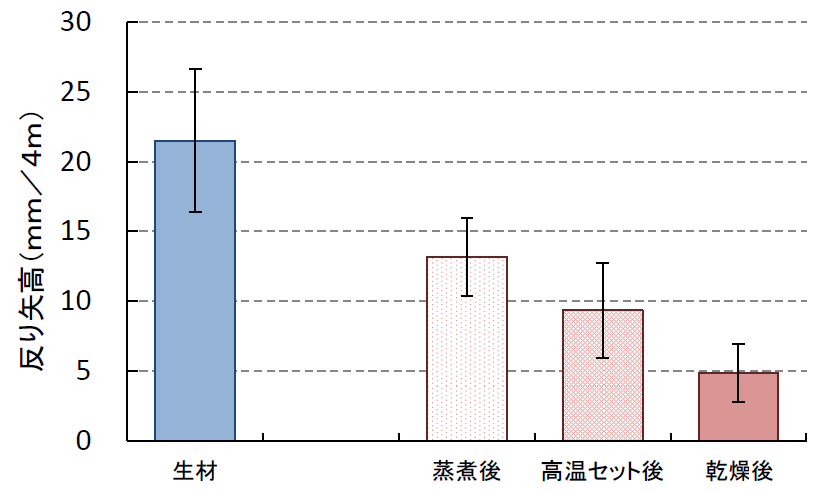 |
| 図2 乾燥工程中の矢高の変化 |
| (値は平均値、バーは標準偏差) |
木材乾燥の蒸煮工程では、乾燥機の中が目的とする温度に達してから一定の時間(例えば8時間)蒸気を断続的に噴射し続けますが、ボイラーへの負荷が大きく燃料コストが嵩みます。このため、乾燥機の中の温度が目的温度に達した時点で蒸煮を終了させ、次の高温セット処理に入るスケジュールとし、蒸煮工程を簡略化した条件での試験を行いました。
図3に結果を示します。生材の段階で平均20mmの矢高が、簡略化した蒸煮後には17mmとなり、先の試験と比べやや大きな値となりましたが、高温セット工程・乾燥工程を経て最終的には4mmとなり通常の蒸煮を行うのと同様の効果が得られました。
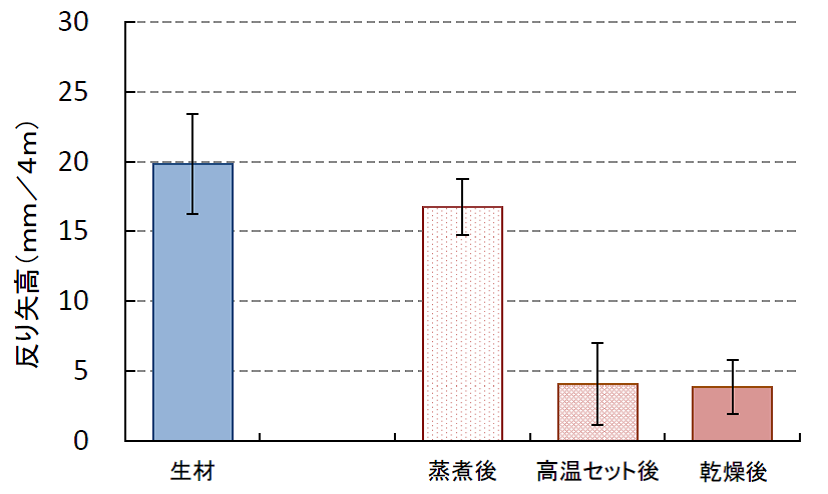 |
| 図3 乾燥工程中の矢高の変化(蒸煮工程簡略化) |
| (値は平均値、バーは標準偏差) |
今回の試験では蒸煮の工程の検討を行い、反りの矯正の効率化を目指しました。今後は高温セット工程での木材の曲がりの変化の挙動を調べることで、心去り材の反り矯正を更に効率的に行えるようにしたいと考えています。